Abrasive material - the abrasive grit
In order to be able to use an abrasive sensibly in practice, an understanding of the different grit properties is very important.
Depending on the application, the less hard or less tough grit can also be just as suitable at a much lower price. For example, wood can usually be worked equally well with the much cheaper corundum.
Only in the case of materials such as stainless steels and with appropriate application parameters in terms of grinding pressure is a grit with high toughness necessary.
The natural abrasives were created in primeval times by volcanic melt flow. Natural corundum and emery are still used sporadically today, although their structural composition was dependent on many coincidences and therefore their grinding results were not satisfactory. The artificial abrasives could be produced in electric smelting furnaces around the turn of the century, with melting quartz sand and coke forming the silicon carbide crystals.
A second way became feasible when it became possible to get from alumina to aluminium oxide and to electrocorundum, also by means of electrofusion. The precious alumina is obtained from very pure bauxite. The individual basic abrasives are available and, held by bonding, must be converted into a technically usable form.
The different abrasive grains
Silicon carbide (SiC)
SiC consists of about 60 % quartz sand and about 40 % petroleum coke. At 1900 - 2200 °C the components crystallize to SiC. Additions of sawdust and common salt promote the purity of the process. Due to its hard, sharp-edged crystal characteristics, SiC is particularly suitable for machining solid and tough materials such as cast iron, stone, ceramics, titanium, but also for paints, plastics and rubber.
Aluminium oxide, electrocorundum (Al2O3)
Alumina is initially used to produce bauxite, which contains aluminium oxide in relatively pure form. By calcination and subsequent melting process with the addition of coke and iron chips in an electric arc furnace, fairly pure aluminium oxide is obtained after the melt has cooled in the upper layer area. Depending on the aluminium oxide content, a distinction is made between white to pink-coloured white corundum (approx. 99 % Al2O3), brown normal corundum (approx. 94 to 97 % Al2O3)and black corundum (approx. 70 to 85 % Al2O3). The desired grit size is achieved by crushing and grinding. Aluminium oxide is very hard and tough. It is particularly suitable for machining long-chipping materials such as wood and metal.
Zirconia alumina
By melting a mixture of zirconium dioxide and aluminium oxide at a temperature of approx. 1900 °C, a microcrystalline characteristics is formed which, when broken, i.e. also when worn in practical grinding operations, constantly releases new and sharp breaking edges (self-sharpening effect).
Zirconia alumina is therefore particularly suitable for working tough materials such as rust- and acid-resistant steels (" stainless steel").

Here you can find more information about abrasives grit
Grit size
The size of the abrasive grit has a decisive influence on the grinding result.
The grit size is measured in the unit of measurement "mesh". A sieve that has many sieve meshes over a length of 1" is the basis of the measuring method. At 8 meshes per inch, abrasive grits with a diameter of about 2 mm are sieved out. This numerical value is given for the abrasive grits, where 8 is the coarsest and 1200 the finest grit.
The following table shows which grit size is suitable for which application:
Application overview
| Application |
Grit size P- |
| Rough grinding |
8, 10, 16, 20, 24, 30 |
| Medium grinding |
30, 36, 40, 46, 50, 60 |
| Fine tuning |
80, 100, 120 |
| Ultra fine sanding |
220, 240, 300, 400 |
| Lapping |
400, 1200 |
Roughing and cut-off wheels are between 16 and 30 in grit size.
Comparison of the different abrasive grit sizes
Here you can see a comparison of the different standards the ANSI (American National Standards Institute) is the American standards institute and the FEPA (Fédération Européenne des Fabricants de Produits Abrasifs) is the European association of abrasive manufacturers, in order to be able to better classify the specified grit sizes of Micron μm. This table shows you at which grit size you should stop using conventional abrasive paper and start with Micron μm.
Grading Systems
| ANSI OR CAMI USA |
FEPA OR EURO |
MICRON |
|
P-120 |
125 |
| 120 |
|
|
|
P-150 |
100 |
| 150 |
|
|
| 180 |
P-180 |
80 |
| 220 |
P-220 |
65 |
|
P-240 |
60 |
| 240 |
|
50 |
| 280 |
P-360 |
45 |
| 320 |
P-400 |
42 |
|
P-500 |
|
| 360 |
|
|
|
P-600 |
40 |
| 400 |
|
30 |
|
P-800 |
|
| 500 |
P-1000 |
20 |
|
P-1200 |
|
| 600 |
|
|
| 800 |
P-1500 |
13 |
|
P-2000 |
10 |
| 1000 |
|
|
|
P-2500 |
9 |
| 1200 |
|
|
| 1350 |
|
8 |
| 1500 |
|
5 |
Comparison of the different abrasive grit sizes
The abrasive grit always has an extreme hardness, otherwise no grinding process would be possible. In connection with abrasives, the term "hardness" refers to the hardness of the bond. A soft abrasive consists of extremely hard abrasive grit, but it can easily be broken out of the bond. Actually, the term bond hardness would be more appropriate here; it is indicated by a sequence of letters:
Characteristics
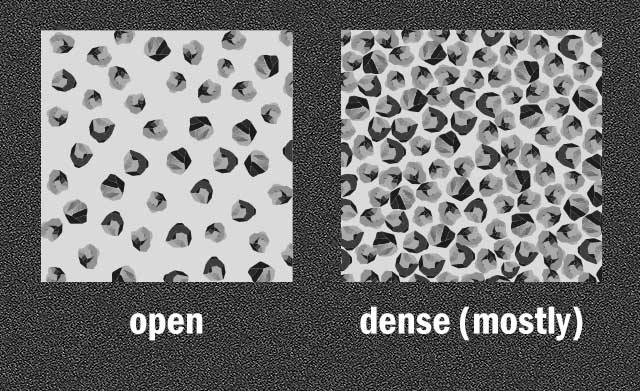
The term characteristics refers to the spatial distribution of the abrasive on the backing material. The more open the disc is, the better the heat dissipation, the "cooler" the grinding. The characteristics is indicated by a series of numbers:
Application overview
| Indicated number |
Characteristics |
| 1-4 |
dense (mostly) |
| 5-7 |
normal |
| 8-10 |
open |
| 11-14 |
very open |
| 15-18 |
highly porous |
All these indications should be provided by an abrasive wheel, whereby DIN 69 120 specifies the labelling of the abrasive wheels. For cut-off and roughing wheels, AWUKO colours the surfaces, with the following meaning:
brown/black = wood processing
blue/red = steel processing
The abrasives are now produced in a wide variety of shapes for a wide range of applications, as roughing or cut-off wheels, conical and flat grinding wheels, mounted points, grinding discs, cup wheels, abrasive sheets, abrasive paper, abrasive cloth, abrasive belts, abrasive rings, flap discs and many more. Abrasive pastes are applied as abrasives and are distributed and sanded like polishing agents by grinders.
Backing
The backing used for abrasives are characterized by different properties such as elasticity, flexibility and strength.
Papers
Papers with particularly strong, tough fibres of different weights and thicknesses are used. For wet sanding, papers with a special, waterproof impregnation are used. Paper backings are the most common backings, as they meet the requirements in most applications.
Fabric
Underlays, which have to meet high requirements in terms of strength and stability, consist of technical fabrics based on cotton, synthetic fibres or blends. In special cases paper admixtures can influence the properties. Fabric underlays are more expensive to manufacture. They are therefore only used if the underlay is subject to high mechanical stress. Typical use is with belt grinders.
Vulcanised fibre
Used as a stabilizing material, usually together with special papers for abrasives exposed to high stress. Typical application as "fibre sanding sheets" together with supporting rubber discs for angle grinders.
Here you can find more information about backing
Bonding
Both organic and inorganic bonding are used for Bonding.
Inorganic bonding include clay, feldspar, kaolin and quartz sand, which are shaped, pressed and fired together with the abrasive grit. The bonding in general determine the maximum permissible peripheral speed of the abrasive. The organic bonding, such as those found in resin bonded fibre reinforced discs, embed the abrasive grit in phenolic resin as the bonding. The performance of the abrasives is determined to a large extent by the adhesion of the abrasive grit to the backing. The bond must hold the abrasive grits firmly on the backing and at the same time be flexible.
Natural glue bond
Natural glues are used to a small extent for Bonding when the requirements are not particularly high, for example, for simple "sandpaper" and manual processing.
Mixed Bonding
Here, natural glue is used as the basic bond, but synthetic resin is used as the top bond.
Synthetic resin bond
The basic bond and one or more cover bonds are made of synthetic resins, which results in a particularly strong bond between the abrasive grit and the backing. By using different types of resin, also in the individual layers, it is possible to obtain both very hard and very flexible bonds. Mainly used for machine driven abrasives.
Additions
Suitable additives can considerably improve the properties of abrasives. A typical example of this is the active ingredient coating.
Active ingredient coating
The active ingredient coating is used on abrasives with plastic bonding. The abrasive surface is coated with calcium stearate. This wax-like covering material makes it difficult for dust, especially paint and lacquer particles, to deposit on the abrasive surface. This prevents premature clogging of the abrasive and thus extends the service life considerably, sometimes four times.
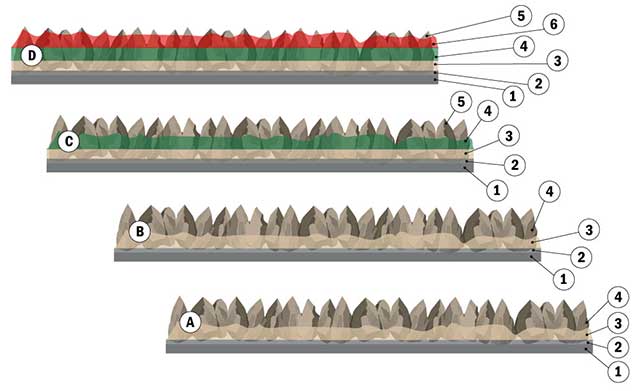
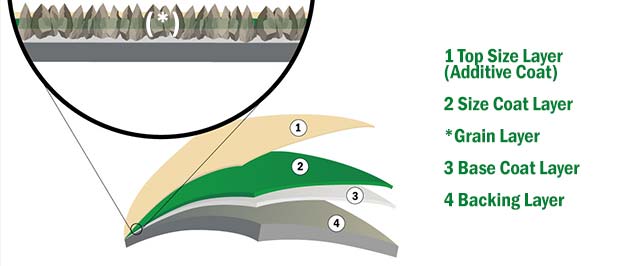
Sanding cross-section
A Natural glue Bonding
B Resin bond
C Full resin bond
D Coated with active ingredient
1 Backing
2 Natural glue basic bonding
3 Natural glue cover bonding
4 Synthetic resin cover collar
5 Synthetic resin base bonding
6 Active ingredient layer
7 Abrasive grit
Here you can find more information about bonding